Raw Material Preprocessing Stage
Raw Material Selection & Warehouse Inspection
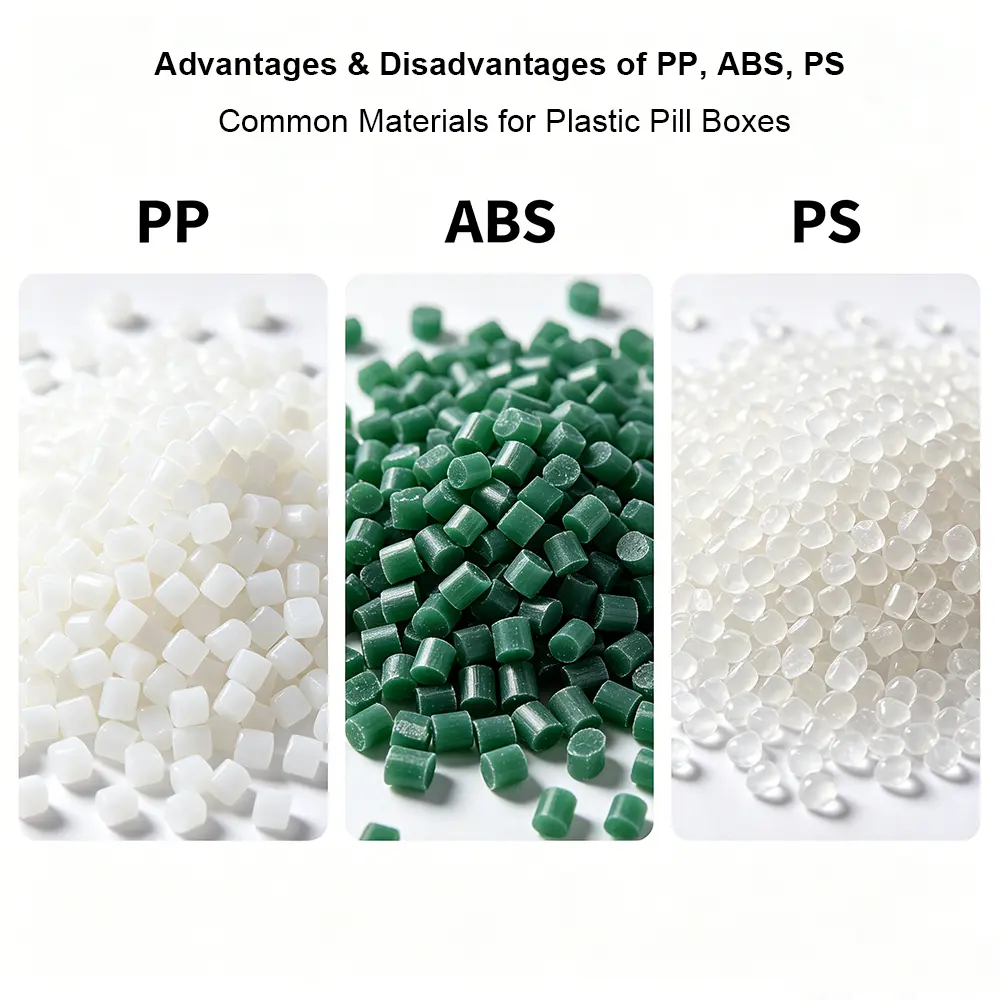
Purchase food and medical-grade virgin pellets (PP, ABS, PS), which must be BPA-Free and compliant with FDA and LFGB standards. Verify material certificates and COA (Certificate of Analysis) test reports. Recycled scraps are rejected entirely, as recycled materials are prohibited for medical pill containers.
Color Mixing
Mix natural-color pellets with medical-grade color masterbatch (food-grade colorant powder) in a high-speed mixer and stir evenly under constant temperature.
Drying & Dehumidification
ABS and PS are highly hygroscopic. Feed them into a hot air dryer at 80–100°C for 2–4 hours to control moisture content below 0.05%, eliminating defects such as air bubbles and silver streaks during injection molding. PP only requires brief simplified drying.
Scrap Recycling (For Runners Only)
Crush injection molding sprues and defective products separately, then blend with virgin pellets at a fixed low ratio. Strict isolation is implemented throughout the process to prevent cross-contamination. The blending ratio of recycled scraps shall not exceed 5% for medical-grade products.
Injection Molding (Core Process for Pill Case Bodies, Compartments and Lids)
Injection Molding Machine Preheating & Parameter Adjustment
Heat the barrel in segmented sections to match material-specific processing temperatures. Install custom molds for pill cases (multi-compartment pill organizers, portable pill storage molds), and adjust mold clamping pressure, injection speed and cooling cycle duration.
Melt & Injection Molding
Dried pellets are fed into the screw for melting, then injected into mold cavities under high pressure for cooling and shaping. Semi-finished components including pill case bases, top lids, compartment dividers and flip latches are produced in one cycle.
Automatic Ejection & Water Cooling
Molds are rapidly cooled by circulating water. Finished parts are mechanically ejected and automatically picked by robotic arms to minimize contamination from manual handling.
Preliminary Inspection & Sorting
Manual inspectors or vision inspection systems on the assembly line reject defective parts with short shots, sink marks, flash, deformation or color difference. Qualified semi-finished products are transferred to dust-free turnover bins.
Post-Processing & Finishing
Deburring & Edge Trimming
Ultrasonic cleaning plus cryogenic deflashing are applied to remove fine flash along mold parting lines, ensuring smooth, scratch-free edges with no sharp corners (a mandatory requirement for surfaces in contact with medicine).
Pre-Assembly of Fittings
Fit silicone sealing gaskets (for waterproof and moisture-proof pill cases), hinge shafts and latch springs; snap compartment dividers into bases to complete semi-finished assembly.
Printing Processes (Four Main Processes Available as Required)
- Screen Printing: For large-format date and weekday markings, cost-effective
- UV Flatbed Printing: For color graphics and logos with strong adhesion and solvent-free formula
- Flexographic Printing: For mass production of small compartment numerals
- IML (In-Mold Labeling): Graphics embedded inside the product with zero risk of peeling paint, used for premium pill cases
Optional Special Treatments
- Laser Marking: Permanent engraving of batch numbers, production dates and logos with no wear-off
- Antibacterial Coating Spraying: For large-capacity household pill organizers